

复合材料在航空航天领域的应用(下)
复合材料在航空航天领域的应用(下)
三、航天领域(卫星、宇航器,航天动力系统)
3.1 卫星、宇航器
高模量碳纤维质轻,刚性,尺寸稳定性和导热性好,很早就应用于人造卫星结构体、太阳能电池板和天线中。现今的人造卫星上的展开式太阳能电池板多采用碳纤维复合材料制作,而太空站和天地往返运输系统上的一些关键部件也往往采用碳纤维复合材料作为主要材料。
碳纤维增强树脂基复合材料用于制作航天飞机舱门、机械臂和压力容器等。美国发现号航天飞机的热瓦,十分关键,可以保证其安全地重复飞行。一共有8 种:低温重复使用表面绝热材料LRSI;高温重复使用表面绝热材料HRSI;柔性重复使用表面绝热材料FRSI;高级柔性重复使用表面绝热材料AFRI;高温耐熔纤维复合材料FRIC-HRSI;增强碳/碳材料RCC;金属;二氧化硅织物。其中增强碳/碳材料RCC更为关键,它可以使航天飞机承受大气层所经受的高温度1700℃。
随着科学技术的进步,碳纤维的产量不断增大,质量逐渐提高,而生产成本稳步下降。各种性能优异的碳纤维复合材料将会越来越多地出现在航空航天中,为世界航空航天技术的发展作出更大的贡献。
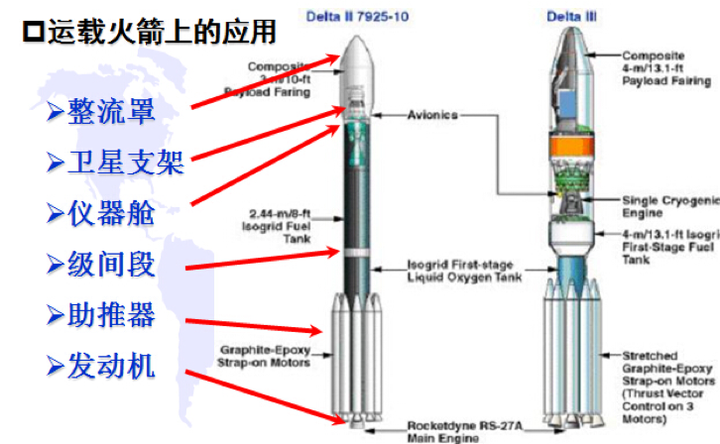
图38 复合材料在运载火箭上的应用总体分布
1)卫星
卫星在轨道运行时所处的环境与大气层环境截然不同,这些环境有超高真空,可导致材料放气,污染卫星上的光学仪器表面,使材料性能退化;辐射会使所用材料劣化或表面层破坏;陨石或太空碎片撞击会使表面材料破坏,这些问题都是选材时应予考虑的。
复合材料在卫星结构上已广泛应用达万件之多,除了它的轻质高强特性外,更能确保尺寸稳定性和刚性。作为第一设计条件,由于卫星的喇叭天线暴露于太阳直射下,温度达160℃,而进入地球阴影内时则为-160℃,反复冷热交变循环,这就必须减少热变形,才能保证天线镜面的精度。通过碳纤维环氧树脂的线膨胀和合理的铺层设计,可将复合材料的线膨胀系数缩小到接近零,以确保构件的尺寸稳定性。
卫星中的太阳能电池板广泛地使用了绝缘的芳纶纤复合材料面板制作的各种蜂窝构件。还有通讯卫星推力管和支撑管也都普遍的应用了复合材料,实现了轻量化的效果。就如我国首颗月球探测卫星嫦娥一号,支撑卫星发动机的桁架结构,要求材料轻,质量可靠,稳定性好,并且其结构复杂。科研人员研制出三围编织碳纤维复合材料制造这种桁架结构,首先利用特殊的三维立体编织工艺将碳纤维织造出仿形的复合材料制作的增强体,再采用特殊工艺注入树脂,然后固化成型制成使用的结构,使得嫦娥一号重量减轻,减少了发射成本,增大了有效载荷。

图39 复合材料在卫星支架上的应用

图40复合材料在卫星电池板上的应用

图41 复合材料在卫星天线面板上的应用
2)宇航器
发射宇宙飞船时,火箭通过大气层飞向太空,返回舱再入时,由于表面与大气层摩擦温度很高,因此要在指令舱外侧使用酚醛树脂处理的石墨纤维/聚酰亚胺复合板作为烧蚀绝热材料(可保证飞行器内仪器和操作人员正常工作),内部使用酚醛/环氧黏合的复合材料蜂窝结构夹层,阿波罗飞船在月球着陆用的发动机氧燃烧时的火焰温度高达1000℃,它的燃烧室就用高硅氧增强酚醛树脂制成的,而喷管是由玻璃纤维增强环氧树脂制成的。
从1996年11月20日的“神州一号”升空开始到“神州七号”上天,中国在十年多的时间里七次飞天。在飞船、返回舱中大量使用的碳纤维复合材料,如碳纤维复合材料推进舱主承力结构、返回舱结构支板、轨道舱支板、气瓶支架、波导元件、伸展天线等,由于这些高性能复合材料结构件的采用,为神舟飞船减重30%,大大增加了有效载荷,并保持在空间激烈交变的温度环境下结构尺寸的稳定性,提高了推进系统的精度。

图42 神舟七号飞船轨道舱结构图(图片来自互联网)
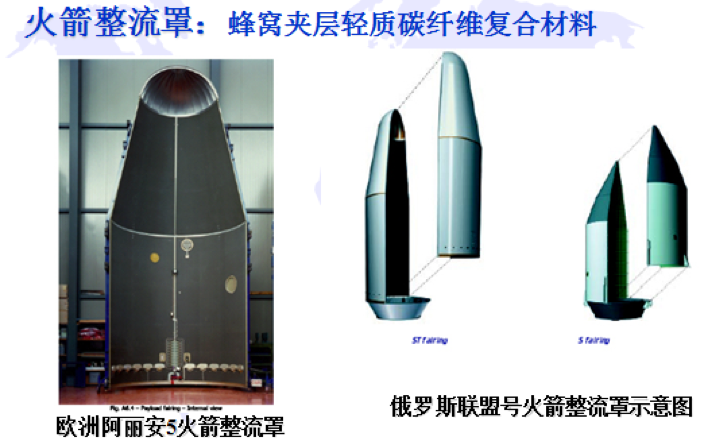
图43俄罗斯联盟号火箭复合材料整流罩结构
航天飞机是宇宙空间站和地球之间来回飞行的联络工具,一般要求在10年内来回飞行100次,考虑要经过大气层约20min,在其上升、入轨和再入的飞行过程中要经受严重的热、振动、嗓声、冲击等复杂环境的影响,其中更苛刻的条件是从轨道上以高超音速返回大气层做再入飞行时遇到的强烈的气动加热,由于受空气摩擦温度高达2000℃,因此需要采用防热系统对机体结构加以保护,防止它因高温而烧毁,对材料提出了更加严格的要求。以美国航天飞机为例,表面70%都覆盖了抗氧化的C/C薄壳热结构(防热瓦),主框元件采用硼纤维增强铝合金材料,载荷舱门系用碳纤复合材料层压板与Nomex纸芯材构成的大型蜂窝构件,长度1813m ,弧长416m的夹层结构,据说是目前较大的碳纤复合材料构件。航天飞机上的用复合材料制成长度为15 m,直径为38 cm,自重为411 kg 的机械臂构件,在太空中可搬运29t的重物。在航天飞机的机翼前缘、副翼、襟翼、方向舵等部位都采用了石墨/聚酰亚胺复合材料,可比使用铝合金材料减轻26 %。
3.2 航天动力系统
3.2.1 结构复合材料
以高性能碳(石墨)纤维复合材料为典型代表的先进复合材料作为结构、功能或结构/功能一体化构件材料,在导弹、运载火箭和卫星飞行器上发挥着不可替代的作用,其应用水平和规模已关系到武器装备的跨越式提升和型号研制的成败。碳纤维复合材料主要应用于导弹弹头、弹体箭体和发动机壳体的结构部件和卫星主体结构承力件上,碳/碳和碳/酚醛是弹头端头和发动机喷管喉衬及耐烧蚀部件等重要防热材料,在美国侏儒、民兵、三叉戟等战略导弹上均已成熟应用,美国、日本、法国的固体发动机壳体主要采用碳纤维复合材料,如美国三叉戟-2 导弹、战斧式巡航导弹、大力神-4火箭、法国的阿里安-2火箭、日本的M-5火箭等发动机壳体,其中使用量更大的是美国赫克里斯公司生产的抗拉强度为5.3GPa的IM-7碳纤维,性能较高的是东丽T-800纤维,抗拉强度5.65Gpa、杨氏模量300GPa。

图45 法国阿里安娜V型导弹
图46 复合材料在导弹壳体上的应用部位
固体火箭发动机以其结构简单,机动、可靠、易于维护等一系列优点,广泛应用于武器系统及航天领域。而先进复合材料的应用情况是衡量固体火箭发动机总体水平 的重要指标之一。在固体发动机研制及生产中,尽量使用高性能复合材料已成为世界各国的重要发展目标,目前己拓展到液体动力领域。科技发达国家在新材料研制中坚持需求牵引和技术创新相结合,做到了需求牵引带动材料技术发展;同时,材料技术创新又推动了发动机水平提高的良性发展。目前,航天动力领域先进复合材料技术总的发展方向是高性能、多功能、高可靠及低成本。
固体火箭发动机的壳体作为一个薄壁压力容器,里面装有绝热层和固体推进剂。壳体材料的设计取决于它所承受的载荷、推进剂燃烧产生的内压,以及它表面承受的惯性力和空气动力。发动机的喷管与壳体联接,把燃烧室中的高温、高压、高速燃气热能转变为动能而产生所需推力。由于发动机的喷管更多的暴露于热环境中,喷管区的设计必须能够承受推进剂燃烧产生的高温。40年前,喷管的温度仅有540~1100℃,而今天的喷管温度已高达3300~3700℃以上。与发动机壳体的设计不同,喷管材料的设计更注重材料经受剧烈温度波动的能力,而不是材料本身的基本强度。图47-图51简要说明了先进复合材料在国外典型战略武器固体火箭发动机中的应用:

图47 先进复合材料在战略导弹固体火箭发动机上的应用

图48先进复合材料在战略导弹发动机上的应用

图49 先进复合材料在战略导弹发动机上的应用

图50 先进复合材料在战略导弹发动机上的应用

图51 先进复合材料在战略导弹发动机上的应用
此外,复合材料以其质轻的优势替代传统的金属材料获得广泛应用,典型的有复合材料发射筒、网格结构及各种压力容器。
国外复合材料导弹发射筒在战略、战术型号上广泛采用,如美国的战略导弹MX导弹、俄罗斯的战略导弹“白杨M”导弹均采用复合材料发射筒。由于复合材料发射 筒相对于金属材料而言,结构重量大幅度减轻,使战略导弹的机动灵活成为可能。在战术导弹领域,复合材料导弹发射筒的应用更加普遍。
网格结构的研究早在20世纪70年代就己开始,目前己有多种类型网格结构在航空航天领域用作战略导弹级间段,空间飞行器舱体、箭与卫星的对接框等不同部 件,如1997年美国空军菲利普实验室以自动化缠绕技术制作网格结构承力部件应用于飞机改制,加州复合材料中心将复合材料网格应用于航空喷气发动机,日本 研制的炭/环氧复合材料网格结构作为第三级发动机与旋转平台的级间段结构成功地应用在H1火箭上,见图52和图53。

图52阿里安-5助推发动机碳纤维壳体

图53 火箭助推器壳体
3.2.2结构/功能一体化材料
在国外动力系统喷管部件已趋向全炭/炭化,入口段与喉衬采用整体式多维炭/炭编织物,出口锥用炭/炭材料或炭布带缠绕制成,延伸喷管技术相当成熟。喉衬材料方面,国外高性能惯性顶级固体发动机、星系固体发动机、战略导弹固体发动机,几乎全部采用3D、4DC/C复合材料喉衬。炭/炭扩张段主要应用于宇航发 动机及战略导弹上面级发动机。
图54 boeing Delta-3发射器RL10B-2发动机喷管

图55 阿里安-5液体运载火箭LRM整体喉衬出口锥

图56 火箭发动机喷管喉衬图例1

图57 火箭发动机喷管喉衬图例2
国内固体发动机壳体已成功采用玻璃纤维及芳纶纤维。在PBO纤维表面处理、PBO纤维适应的树脂配方研究等工作都已取得了较大的进展,

图58 系列芳纶纤维复合材料壳体

图59 碳纤维复合材料壳体
国内在轻质复合材料应用上也开展了相关研究。西安航天复合材料研究所及哈尔滨玻璃钢制品研究所进行了某型号导弹发射筒的研制,己成功地进行了多种地面试验和实弹发射考核。在飞航导弹复合材料发射筒研制方面,航天科工集团三院研制了长5.45m,内径502mm的导弹贮运发射筒;西安航天复合材料研究所、哈尔滨玻璃钢制品研究所等单位进行了网格结构材料初步应用研究,西安航天复合材料研究所同时针对网格结构缠绕成型的特点,开发了缠绕软件。
在结构/功能一体化材料方面,西安航天复合材料研究所于70年代末期建立起了X650mm的毡基炭/炭喉衬研制生产线,80年代初又掌握了4D炭/炭喉衬工艺技术,通过工艺攻关,成功地进行了DFH-4卫星平台用50L炭纤维高压复合材料气瓶缠绕研制工作,并己进入正样阶段。此外,西安航天复合材料研究所还成功研制了宇航员生命保障系统用容器和多种环形及异形容器,在上述研究的基础上,将相关产品已应用到卫星、运载火箭和军用飞机上,具有十分重要的意义。

图61 新型结构复合材料构件图例
四、主要工艺(按工艺成型方法分类)
4.1 所用主要原材料
复合材料工业上使用量较大的环氧树脂品种是缩水甘油醚类环氧树脂,而其中又以双酚A型环氧树脂为主,双酚F型环氧树脂(DGEBF)和双酚S型环氧树脂也有大量应用。其次是缩水甘油胺类环氧树脂和缩水甘油酯类环氧树脂。其他还有酚醛环氧树脂、间苯二酚型环氧树脂、间苯二酚-甲醛型环氧树脂、四酚基乙烷型环氧树脂、三羟苯基甲烷型环氧树脂、富有柔韧性脂肪族多元醇缩水甘油醚型环氧树脂、环氧丙烯酸树脂和耐候性的脂环族环氧树脂等,其可单独或者与通用E型树脂共混,供作高性能复合材料(ACM)。
缩水甘油胺类环氧树脂的优点是多官能度、环氧当量高,交联密度大,耐热性显著提高。目前国内外已利用缩水甘油胺环氧树脂优越的粘接性和耐热性,来制造碳纤维增强的复合材料(CFRP)用于飞机二次结构材料。
国内外喷管用树脂基防热材料的发展经历大致相同,从玻璃/酚醛、高硅氧/酚醛到碳/酚醛、碳/聚芳基乙炔,从单功能到多功能、低性能到高性能,树脂体系经历了从酚醛树脂、改性酚醛树脂到高性能树脂。目前对聚苯并咪唑、聚喹口恶啉、聚苯并唑、聚苯并噻唑、聚芳基乙炔等高性能树脂的应用研究已成为热点,是树脂基防热材料发展的方向。
耐高温结构复合材料用的新型热固性树脂一般指芳杂环高聚物,如聚酰亚胺、聚苯砜等,它们的耐热性比改性环氧和多官能团环氧更高,其中聚酰亚胺是目前耐热性较好、已实现工业化生产的重要品种。聚酰亚胺中的双马来酰亚胺(BMI)既具有聚酰亚胺耐高温、耐湿热、耐辐射的特点,又有类似于环氧树脂较易加工的优点。但缺点是熔点高、溶解性差、脆性大。如HexcelF650是成熟的第二代BMI树脂。在非常潮湿的情况下,较高连续使用温度为204.4℃,采用HexcelF650基复合材料的导弹经喷气式战斗机超声速冲刺后,能承受比预料更严酷的热环境。
氰酸酯树脂(CE)是二十世纪八十年代开发的一类新型树脂。主要用途有高性能印刷电路板、高性能透波结构材料(如雷达罩)、航空航天用高韧性结构复合材料。较早应用于宇航领域的商品化氰酸酯基复合材料为美国Narmco公司的R-5254C,它是碳纤维增强的CE与其它树脂的混合物。随后,一些供应CE基复合材料预浸料的公司,在CE中加入玻璃化温度高于170℃的非晶态热塑性树脂如聚碳酸酯(PC)、聚砜(PS)、聚醚砜(PES)等,使CE保持优良耐湿热性能和介电性能的同时,冲击后压缩强度(CAI)值达到240~320MPa,其使用温度与改性后的PI、BMI相当。
酚醛树脂典型的改性途径有共聚改性,包括引进氰基、硼元素、芳环有机硅,以及采用二苯醚甲醛树脂、芳烷基甲醛树脂改性等;如氰基酚醛树脂的热氧化稳定性明显提高,分解温度达440℃,1000℃下的产炭率达68%~70%。
复合材料所用各种纤维材料性能比较见表1
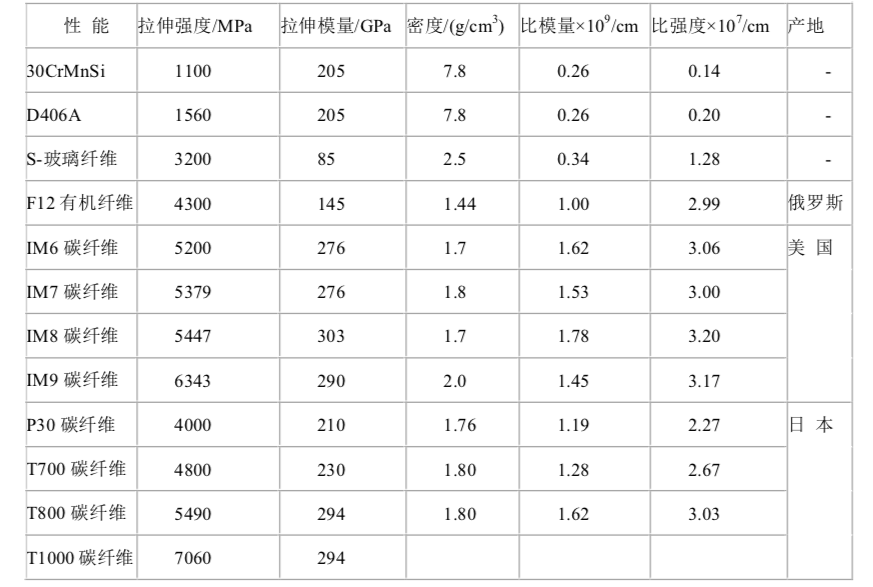
表1 各种纤维材料性能比较
由表1可见,仅玻璃纤维就比金属材料的比强度、比模量分别提高了540%、31%,碳纤维的提高则更为显著。据文献报道,由键能和键密度计算得出的单晶石墨理论强度高达150GPa,因此碳纤维的进一步开发潜力是十分巨大的。
据有关资料报导,航天飞行器的质量每减少1干克,就可使运载火箭减轻500千克,而一次卫星发射费用达几千万美元。高成本的因素,使得结构材料质轻,高性能显得尤为重要。处于航天航空飞行及其安全的考虑所需,作为结构材料应具有轻质高强、高可靠性和稳定性,环氧碳纤维复合材料成为不可缺少的材料。高性能环氧复合材料采用的增强材料主要是碳纤维(CF)以及CF和芳纶纤维(K-49)或高强玻璃纤维(S-GF)的混杂纤维。所用基体材料环氧树脂约占高性能复合材料树脂用量的90%左右。
4.2 零件成形技术
复合材料零件成形技术是在满足零件外形的情况下,不损伤纤维并确保它们合理地分布在基体中而不产生重大空隙的工艺方法。目前在飞机机体上采用的复合材料零件成形技术主要有以下几种。
1) 树脂转移模塑成形技术(RTM)
树脂转移模塑成形技术是一种低成本复合材料制造方法,起初主要用于飞机次承力结构件,如舱门和检查口盖。1996年美国防务预研局开展了高强度主承力构件的低成本RTM制造技术研究,从而使中小型复合材料RTM零件获得了较广泛的应用,而大型RTM件也在F-35的垂尾上应用成功。

图62 RTM成型整体尾翼

图63 采用VARTM-PB工艺制造的机翼壁板

图64 RTM工艺生产的襟翼(结构示意图)
2) 树脂膜浸渍技术(RFI)
RFI工艺是一种树脂膜熔渗和纤维预制体相结合的一种低成本复合材料成形技术。该技术由于只采用传统的真空袋压成形方法,免去了RTM工艺所需的树脂计量注射设备及双面模具的加工,在制造出优异的制品的同时大大降低了制品的成本,目前主要应用于飞机雷达天线罩。该工艺虽然不采用热压罐固化零件,但还需要真空袋系统进行固化,而且工艺温度要求高,所以要求核心材料和工装能够承受高温。
RFI适用于大平面或不太复杂的曲面。A380的机翼后缘和后压力隔框、波音787机身的大部分隔框、GE-nx的风扇机匣都是采用RFI技术制造。RFI的关键工艺技术包括:预形件成形(三维编织及缝合等技术)、树脂流动模拟及控制、编织及缝合设备研究。

图65 RFI法制造的验证部件1

图66 RFI法制造的空客A-350后隔框1

图67 RFI法制造的空客A-350后隔框2
3)纤维缠绕(Filament Winding)
该工艺主要用于空心、圆形及椭圆零件,如管路及油箱。纤维束通过一个树脂池浸渍后缠绕到芯轴上,缠绕方向和速度由纤维进给装置控制。这是一项已经发展较为成熟的技术,无论是在自动化、速度、厚度变化、质量和纤维方向上都得到了巨大改进。它是筒形件的低成本快速制造方法。
利用纤维缠绕工艺制造的环氧基固体发动机罩耐腐蚀、耐高温、耐辐射,而且密度小、刚性好、强度高、尺寸稳定。再如导弹弹头和卫星整流罩、宇宙飞船的防热材料、太阳能电池阵基板都采用了环氧基及环氧酚醛基纤维增强材料来制造。

图68 缠绕工艺生产的各类航空气瓶

图69 缠绕工艺生产的导弹配套热防护系统
4) 自动铺带技术(ATL)
ATL技术采用有隔离衬纸的单向预浸带,剪裁、定位、铺叠、辊压均采用数控技术自动完成,由自动铺带机实现。按所铺放构件的几何特征,自动铺带机可分为平面铺带和曲面铺带,系统由台架系统和铺带头组成。

图70 某型自动铺带机

图71 自动铺带机进行A-350XWB下翼板铺放
5) 自动铺丝技术(AFP)
自动铺丝技术相对较新并在近年格外受到关注。它兼顾了自动铺叠与纤维缠绕的优点。能够制造复杂形状结构件,对纤维角度不限制。而且具有极大减少生产成本的潜力。

图73 机身自动铺放技术

图74 自动铺丝技术生产F-35战斗机“S”型进气道

图75 波音公司自动铺丝技术成型复合材料整体机身段
6)先进拉挤技术(ADP)
筋条、长桁和地板梁等一类复合材料构件采用手工铺叠效率很低,但由于尺寸较小又不适于用自动铺放技术,而通用的拉挤技术难以保障其质量。ADP技术采用单向和织物预浸料,间歇连续拉挤成型制造梁类构件。它采用航空级预浸料,通过精确控制工艺,可使孔隙率小于1%、纤维含量达到65%,优于标准热压罐制件的性能,图21是ADP技术的工艺原理图:

图76 先进拉挤技术
7)预形件制造技术
复合材料预形件制造技术主要是增强二维复合材料叠层结构在厚度方向的强度,以提高层间和断裂强度。
(1)缝合技术(stitching)
缝合织物增强复合材料是采用高性能纤维和工业用缝合机将多层二维纤维织物缝合在一起,经复合固化而成的纺织复合材料。它通过引用贯穿厚度方向的纤维来提高抗分层能力,提高层间强度、模量、抗剪切能力、抗冲击能力、抗疲劳能力等力学性能,从而满足结构件的性能需求。

图77 先进缝纫设备
(2)纵向加强技术(Z-pinning)
这是复合材料结构三维加强的一种简单方法,在多个方面优于缝合技术,但不能用于制造预形件。该工艺是利用薄的销棒以正确的角度在固化前或固化时插入二维的碳纤维环氧复合材料层板中,从而获得三维增强复合材料结构。
(3)三维异形整体机织(weave)
该工艺目前已经广泛用于复合材料工业,作为复合材料的增强体,主要用于生产单层、宽幅织物。三维异型整体机织技术是国外20世纪80年代发展起来的高新复合材料纺织技术,它创造了一类新的复合材料结构形式。采用三维异型整体机织技术制造的复合材料制件具有整体性和力学的合理性两大特点,是一种高级纺织复合材料。

图80 三维五向柱体机织件
(4)编织(braiding)
编织是一种基本的纺织工艺,能够使两条以上纱线在斜向或纵向互相交织形成整体结构的预形件。这种工艺通常能够制造出复杂形状的预形件,但其尺寸受设备和纱线尺寸的限制。

图83 三维编织+RTM成型复合材料管道
(5)针织(kintting)
针织用于复合材料的增强结构,始于上世纪90年代。由于它的强度、冲击抗力较机织复合材料好,且针织物的线圈结构有很大的可伸长性,易于制造非承力的复杂形状构件。
(6)经编(non-crimp fabric)
采用经向针织技术与纤维铺放概念相结合制造的多轴多层经向针织织物一般称为经编织物。这种材料由于不弯曲,因此纤维能以更佳形式排列。采用经编技术可以制成厚的多层织物且按照期望选择纤维方向,由于不需要铺放更多的层数,极大地提高了经济效益。

图84 编织成型飞机进气道
8)层板及蜂窝结构制造技术
纤维增强金属层板(FRML)是由金属薄板和纤维树脂预浸料交替铺放胶合而成的混杂复合材料。改变金属类型和厚度、纤维树脂预浸料系统、铺贴顺序、纤维方向、金属表面处理和后拉伸度等可以改变FRML的性能,以用于不同用途。现在的FRML主要使用铝合金薄板。如下图所示:
五,趋势
复合材料是未来发展我国航空航天工程更有前途的材料,在未来复合材料的的研制中必须在抗拉强度、蠕变阻力、低和高循环疲劳、耐高温腐蚀和耐冲击损伤等方面满足要求。提高复合材料高耐热性、强度和韧性是发展复合材料的关键,今后在耐高温材料上应重点研制结构陶瓷、陶瓷复合材料和微叠层复合材料。同时要在研究低成本复合材料的制造技术上加大力度。
飞机上的复合材料主要是指碳纤维复合材料。以前国际上的大型客机采用的材料都是以先进铝合金为主,飞机的设计、制造都建立在这种材料基础上。以波音777为例,其机体结构中,铝合金占到70%、钢11%、钛7%,复合材料仅占到11%,而且复合材料主要用于飞机辅件。但到波音787时,复合材料的使用出现了质的飞跃,不仅数量激增,而且开始用于飞机的主要受力件,现在波音787的复合材料用量已占到结构重量的50%。
飞机结构件大规模使用复合材料,是现代飞机制造史上的一次革命性变化。它使飞机重量更轻、强度更高、耐疲劳耐腐蚀性更好,而且复合材料中的高强度碳纤维进行大规模工业化生产后,可以使飞机的制造成本更低。同时在计算机技术、激光、C扫描等先进科技的支持下,复合材料制造飞机结构件的质量能够更加可靠地保证飞机的安全性。根据波音和空客公开的研究资料表明,到2020年它们的飞机将全部采用复合材料。
而在我国,复合材料主要用在飞机非结构件上,在主结构上的应用还需要进一步预研。这就好比是空客、波音已经能用钢筋水泥造房子,而我国仅掌握全套的用“秦砖汉瓦”造房子的办法,现在才开始学着使用钢筋水泥。更要命的是,用于飞机的复合材料原材料我国现在还需要进口,尤其是像高等级碳纤维等这样广泛应用的飞机复合材料原材料,我国还不能生产。
来源:复材应用技术
CUSTOMER SERVICE
联系客服
扫一扫,添加客服

ONLINE MESSAGE
联系方式